
プレス加工(板金加工)
プレス加工(板金加工)のあらまし
・プレス加工(加圧変形)
・せん断加工(切る:せん断)
プレス加工の特徴
・プレス加工には金型を必要とする
・プレス加工にはプレス機械を必要とする
プレス加工(板金加工)
プレス加工は金属鉄板材料などを、必要な形状に形造る過程で、金型とプレス機械などを用いて作られます。
プレス加工(板金加工)のあらまし
■プレス加工(加圧変形)
プレス加工は材料(主に金属の板材)を一対の工具(パンチ・ダイ)の間に置いて、パンチ・ダイで材料を加圧(プレス機械を用いる)して、分離(切る:せん断)または変形(塑性変形)させて必要な形状を作る加工方法です。
■せん断加工(切る:せん断)
パンチ・ダイを切り出し形状に合わせて、工具形状の輪郭と同じ形状に分離するせん断加工です。
パンチを製品の形状に合わせた型抜き用の押し方をつくり、ダイの方には製品形状に合わせた抜き型を作ります。
このダイとパンチの間に材料(板金)を挟んで、上から大きな力で押し下げると抜き型に合った製品がせん断され押し出されてきます。
加工変形とせん断加工を合わせて作り出されるのがプレス加工です。
プレス加工の特徴
変形加工は、工具形状の材料に板厚を大きく変化させずに形状加工する成型加工(forming)です。
成型加工には曲げ加工(bending)、絞り加工(drawing)などが含まれます。また工具で材料を潰し、材料の体積を動かして形状加工する圧縮成型加工もあります。
以上のことから、プレス加工とはパンチ・ダイの形状を材料に転写する加工と考えられます。
したがって、パンチ・ダイの形状を製品形状に合わせて作っておけば、同じ形状のものを繰り返し作ることができます。プレス加工では、分離・成型及び接合などの加工ができます。
- ①せん断
- ②曲げ加工
- ③絞り加工
■プレス加工には金型を必要とする
プレス加工は、材料にパンチ・ダイを用いて加圧することで製品形状を作ることです。しかし、パンチ・ダイの2つの工具だけでは仕事がしづらいので、パンチ・ダイを使いやすくまとめたものをプレス金型と呼びます。
金型にいろいろな工夫を加えて、特別な形状加工、高品質、低い加工コストを作り出すことができます。
■プレス加工にはプレス機械を必要とする
金型は材料に形状を転写するための工具です。形状転写をするためには強い力でパンチ・ダイを材料に押し付けることが必要になります。プレス機械にプレス金型(以後金型)を取付けてプレス加工しますが、金型は一対の刃物(ツール)です。ハサミを連想して下さい。
機械とその力を発生させる装置がプレス機械です。したがって、プレス金型とプレス機械は一体のものでなくてはなりません。
a.単発式(短工程・複合加工)

加工形状として、一般的には外形抜き・穴抜き・曲げなどを1つの金型で1工程で行うものです。抜きと曲げを同時に行うため複合加工という場合もあります。
b. 順送式(連続工程・連続複合加工)
単発式では製品を作るまでに、工程が多数必要となりますので、これらを順番に複数の金型を使用して、効率的に加工する方法です。金型を順送りに対応できるように作っておき、プレス機械の大型で押圧できるものを採用し、製品を作る鉄板を順送りしていく方法です。一度に多数の工程を賄うには、よほど大きなプレス機械が必要となりますので、プレス機械を分割する場合もあります。
▼関連製品・他

成型加工の特徴
プラスチックの加工では比較的自由な形状の製品設計ができ、その方法は一般的に射出成型法と呼ばれています。射出成型法は下図のような手順(イメージ)で行われます。
■成型加工の手順イメージ
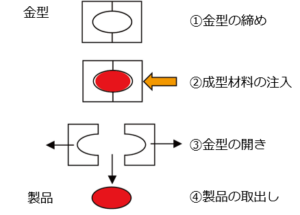
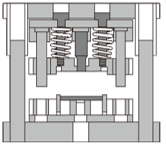
- ①金型(成型するための形状型)を一対用意して、これを締めます。(型締)
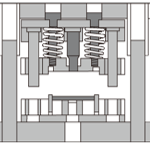
- ②締めた型の中に、プラスチック材料を溶かして、金型の中に注入します。(射出)
- ③金型の中でプラスチック材料が冷えて固まったら、金型を開きます。
- ④開くと同時に製品を取り出します。
■射出成型のあらまし
- 一般的な横型の汎用機の事例を示します。
- 外観は細長いヘッド上に型締装置と射出装置(下記断面図)が横一直線上に置かれた形になっています。射出成型の大半はこの横型汎用機によって行われています。
- 機械の大きさも超小型から超大型(1トンから6000トン超)のものまであります。この機械の大きさの表し方は、通常その機械の最大型締力(単位はトンかkN)の数値で呼びます。
- ・型締装置・・・金属の開閉、型締めを行います
- ・射出装置・・・プラスチック材料を溶かし、金型の中に射出します
- 成型加工は金型と成型機によって行われます。
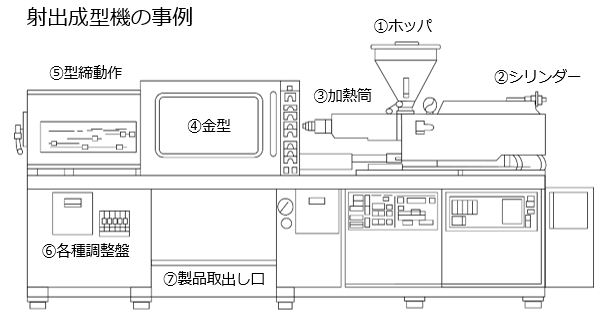
| ① ホッパ | プラスチック原料を入れるところです |
|---|---|
| ② シリンダー | 樹脂の移送、圧縮、溶融を含む可塑化動作、その他を行います |
| ③ 加熱筒 | プラスチック材料を可塑化(溶かす)部分。スクリュシリンダやバレと呼ばれ、筒状の外側にヒータが巻かれ、中にスクリュが内蔵されます |
| ④ 金型>可動盤 | 金型の可動側を取付ける型開閉の動作側の取付盤です。可動盤との間のリンク機構により力が拡大される構造になっています |
| ⑤ 型締装置 | トグルで金型開閉、型締の動作をさせる型締装置です。可動盤との間のリンク機構により、力が拡大される構造になっています |
| ⑥ エジェクター | 製品を金型より突き出す装置です |
| ⑦ 調整機構 | 金型の温度設定のほか、機械の成型条件を設定指示する調整盤です |
■成型加工の特徴
- 成型品の品質と価格は、その設計によって80%は決まるといわれています。したがって、成型技術とりわけ、金型や成形品設計の基礎知識が必要です。
- 成形品設計に際しての留意事項として、次のような点が挙げられます。
- ①金型製作の可否、成型品の品質保持の可能性
- ②金型に適した形状の確認(加工の難易と加工時間の短縮)
- ③成型性の検討(生産性と生産コスト)
- ④後加工・二次加工の要否(できる限り避ける)
■成型加工の技術用語
| パーティングライン ( PL ) |
分割線ともいわれ金型の合わせ面に出る線 |
|---|---|
| 抜き勾配 | 成型品を金型から取り出しやすくするためには、金型に抜き勾配を施します |
| 肉厚 (母壁の厚さ) |
構造の基本となる壁を母壁と呼びます |
| リブ | 成型品の肉を厚くしないで補強する部分(リブ)を設けます |
| ボス | 部品を取り付けるために局部的に高くした座(ボス) |
| コーナーR | 応力が集中しやすく強度が低下しやすい場所を補強(R付け) |
| 穴(孔) | 成型品で穴となる部分は金型ではピンあるいはコアピンを立てます |
| 埋込み金具 | 金属部品(インサート)を埋め込んで部品を固定(締結)します |
▼関連記事
▼関連製品・他

-150x150.jpg)