
磁石の寸法取りの注意点
磁石の磁極は目に見えませんので、異方性磁石の形状設計においては注意が必要です。
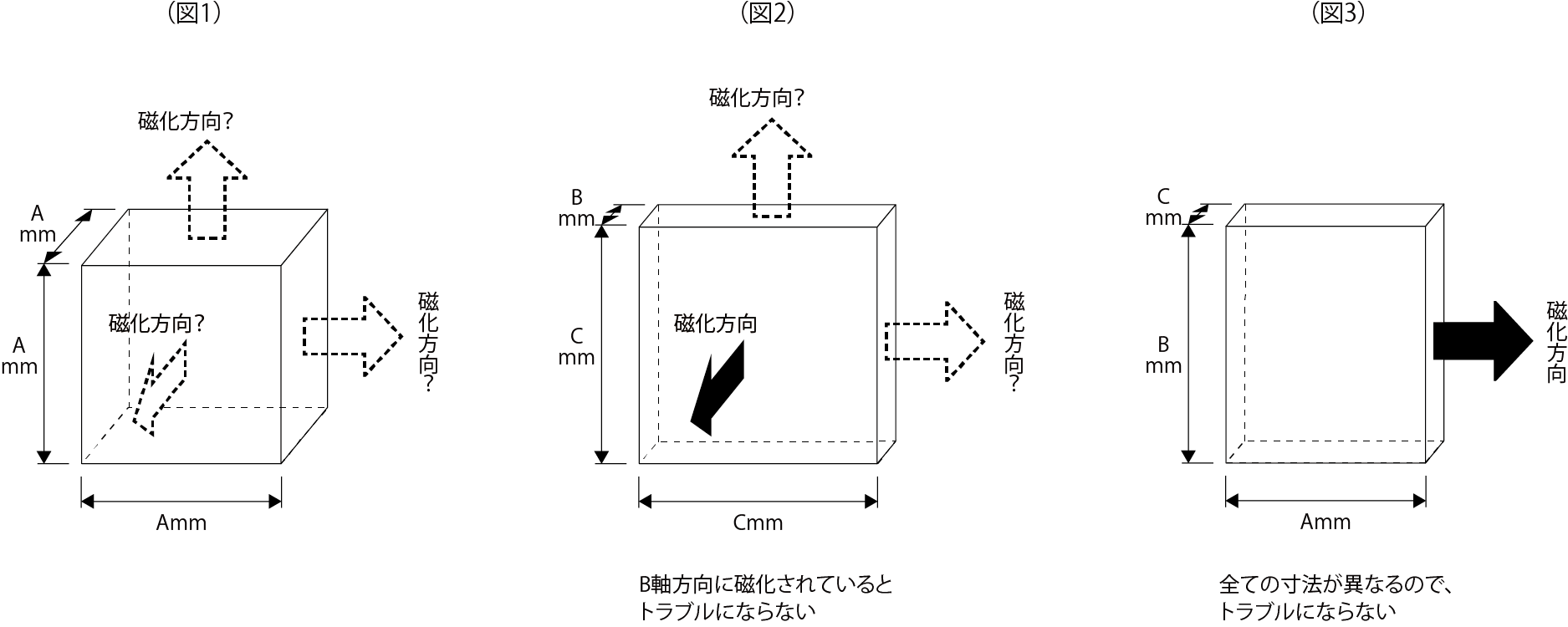
図1のような一辺の長さをAとした立方体にした場合、着磁前の状態で、形状から磁極面の位置、着磁方向を判断することができません。
このようなサイコロ磁石の製造は可能ですが、等方性/異方性に関係なく磁石の使用向きを間違える可能性があります。
また、異方性磁石においては、着磁工程で方向判別が出来ないため、着磁されない磁石が混入するなどの原因となる可能性が発生します。
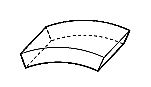
設計において、磁化方向の長さをその他2辺の長さと変える(図2)、3辺の長さを別々にする(図3)などの工夫をし、設計段階でトラブル要因を排除しておくことをお勧めします。
なお、磁化方向に薄い形状の場合、不可逆減磁が発生し易くなります。
同時に表面磁束密度分布のバラつきが相対的に大きくなり、安定した測定が困難になります。
あらかじめ磁化方向に薄い形状の設計の場合、この点も併せてご注意ください。
磁石加工上の注意点
焼結磁石は磁石パウダーを焼き固めた陶磁器に分類されます。
基本的には円柱型、角柱型、リング型の金型で磁石母材を製造し、後加工にて仕上げます。
| 磁化方向H | ネオジム磁石 [mm] | サマコバ磁石 [mm] | フェライト磁石 [mm] | |
 |
寸法範囲 | φD 1.2-200 H 0.5-50 |
φD 1-100 H 0.5-10 |
φD 6-80 H 2-15 |
| 公差 | φD<100 ±0.10 φD<150 ±0.15 φD>150 ±0.20 H<50 ±0.10 |
φD<100 ±0.10 φD<150 ±0.15 φD>150 ±0.20 H<50 ±0.10 |
φD<10 ±0.15 φD<30 ±0.20 φD<80 ±0.30 仕上無 ±2% |
|
| 特注 | 応相談 ±0.05 | 応相談 ±0.05 | 応相談 - | |
 |
寸法範囲 | L 2.6-250 W 1.8-180 H 0.5-50 |
L 1-200 W 1-100 H 0.5-120 |
L 2-80 W 2-80 H 2-15 |
| 公差 | W or L <100 ±0.10 W or L <150 ±0.15 W or L >150 ±0.20 H<50 ±0.10 |
W or L <100 ±0.10 W or L <150 ±0.15 W or L >150 ±0.20 H<50 ±0.10 |
W or L <10 ±0.15 W or L <30 ±0.20 W or L <80 ±0.30 仕上無 ±2% |
|
| 特注 | 応相談 ±0.05 | 応相談 ±0.05 | 応相談 - | |
 |
寸法範囲 | φD 2-220 φd 1.5-80 H 0.5-50 |
φD 1.2-100 φd 0.5-80 H 0.5-60 |
φD 2-80 φd 2-80 H 2-15 |
| 公差 | φD<100 ±0.10 φD<150 ±0.15 φD>150 ±0.20 H<50 ±0.10 |
φD<100 ±0.10 φD<150 ±0.15 φD>150 ±0.20 H<50 ±0.10 |
φD<10 ±0.15 φD<30 ±0.20 φD<80 ±0.30 仕上無 ±2% |
|
| 特注 | 応相談 ±0.05 | 応相談 ±0.05 | 応相談 - |
※上記寸法、公差は参考値となります。詳細はお問い合わせください。
※基本形状の場合でも新規に金型が必要になる場合もあります。
これらの基本形状以外になると、焼結磁石では製作難度が高くなり、品質、コスト、納期に影響が出る場合があります。
出来る限り基本形状に準じることを推奨します。
また、磁石は脆性材料ですので、構造体には利用しないで下さい。以下に、加工上の注意形状を掲載します。
| 段付き | 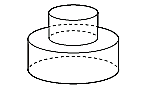 |
焼結磁石では困難ですが、ボンド磁石では可能です。 ただし、専用金型が必要になります。 |
|---|---|---|
| 切欠き | 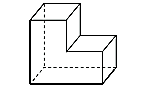 |
焼結磁石では困難ですが、ボンド磁石では可能です。 ただし、専用金型が必要になります。 |
| 三角形 | 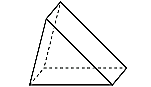 |
鋭利な角部は欠け易くなります。 また、三角形状の場合、磁化容易軸の方向によっては、軸の傾きが大きくなり易いため、性能上のバラツキが大きくなる可能性があります。 別形状を推奨します。 |
| 穴付き | 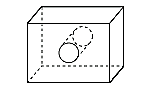 |
基本的には後加工で穴対応が可能です。 穴径はφ2mm以上を推奨します。 穴部外側の肉厚が薄くなる形状は避けて下さい。 対応可否についてはお問合せ下さい。 |
| 薄板 | 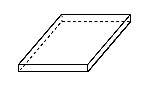 |
磁石は割れ欠けが発生しやすく、面積に対して薄い磁石形状は取扱い上、簡単に割れてしまう場合もあります。 また、磁化方向に対して薄い磁石は不可逆減磁が発生しやすくなるため、磁石の厚さ寸法には注意が必要です。 |
| 瓦形 セグメント形 C形 |
 |
フェライト磁石等ではよく利用されますが専用金型が必要です。 仕上げ精度が±0.1以下のような場合は、ご相談下さい。 ご希望形状の製作が可能かお問い合わせください。 |
磁石の表面処理について
ネオジム磁石は錆び易く、利用するには防錆処理をすることが一般的です。
サマコバ磁石は錆び難い素材ですので、表面処理をせずに使用することが多い磁石です。
サマコバ磁石の表面処理が必要な場合は、別途対応可能ですので、お問い合わせ下さい。
フェライト磁石については防錆処理は必要ありません。
■ネオジム磁石の防錆処理
| めっき種類 | 標準膜厚 | 色 | 使用温度 | 耐塩水噴霧 | PCT |
|---|---|---|---|---|---|
| ニッケル | 10-30μm | 銀色 | <160℃ | ≧96hr | ≧48hr |
| 亜鉛 | 5-10μm | 銀色 | <200℃ | ≧46hr | |
| エポキシ | 10-30μm | 黒色 | <120℃ | ≧96hr | ≧24hr |
※上記表は参考値です。製品の形状等により表面処理の性能は異なります。
※上記表に記載以外のコーティングについても対応可能ですのでご相談ください。
※磁石を液中で使用する場合は、別部品にて磁石を密閉してご使用下さい。
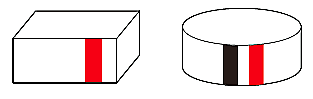 また、左図のような極性判別用のマーキングについても対応可能ですので、お問い合わせ下さい。
また、左図のような極性判別用のマーキングについても対応可能ですので、お問い合わせ下さい。
お客様の工程で磁石を加工する場合の注意点
●ネオジム磁石は防錆処理を施していますので、加工により防錆層が除去されますと、錆が発生する危険があります。
●磁気特性は加工により変化します。
●着磁された磁石を追加工する場合、加工時に発生する粉末は磁化されているので加工設備に吸着する可能性があります。
●ネオジム磁石等の希土類磁石合金粉末は消防法で第二類(可燃物個体)第一種の危険物に指定されています。
加工時に発生する粉末、磁石使用中の摩擦により発生する粉末は発火及び着火の危険があります。
切粉や研削粉は空気中に放置せず、必ず水を張った入れ物に保管する必要があります。
●金属の粉末は有毒ですので、呼吸により吸い込まないようにして下さい。
●追加工をお考えの場合、弊社にて対応可能な場合もございますので、ご相談下さい。
▼関連記事
▼関連製品・他
